The impact of each mechanism varies depending on factors like drive frequency, electrical input power, gas concentration, chemistry, temperature, and other process variables. Typically, transient cavitation is more pronounced within ultrasonic frequencies (20-500 kHz), whereas stable cavitation prevails at ‘megasonic’ frequencies (> 500 kHz).
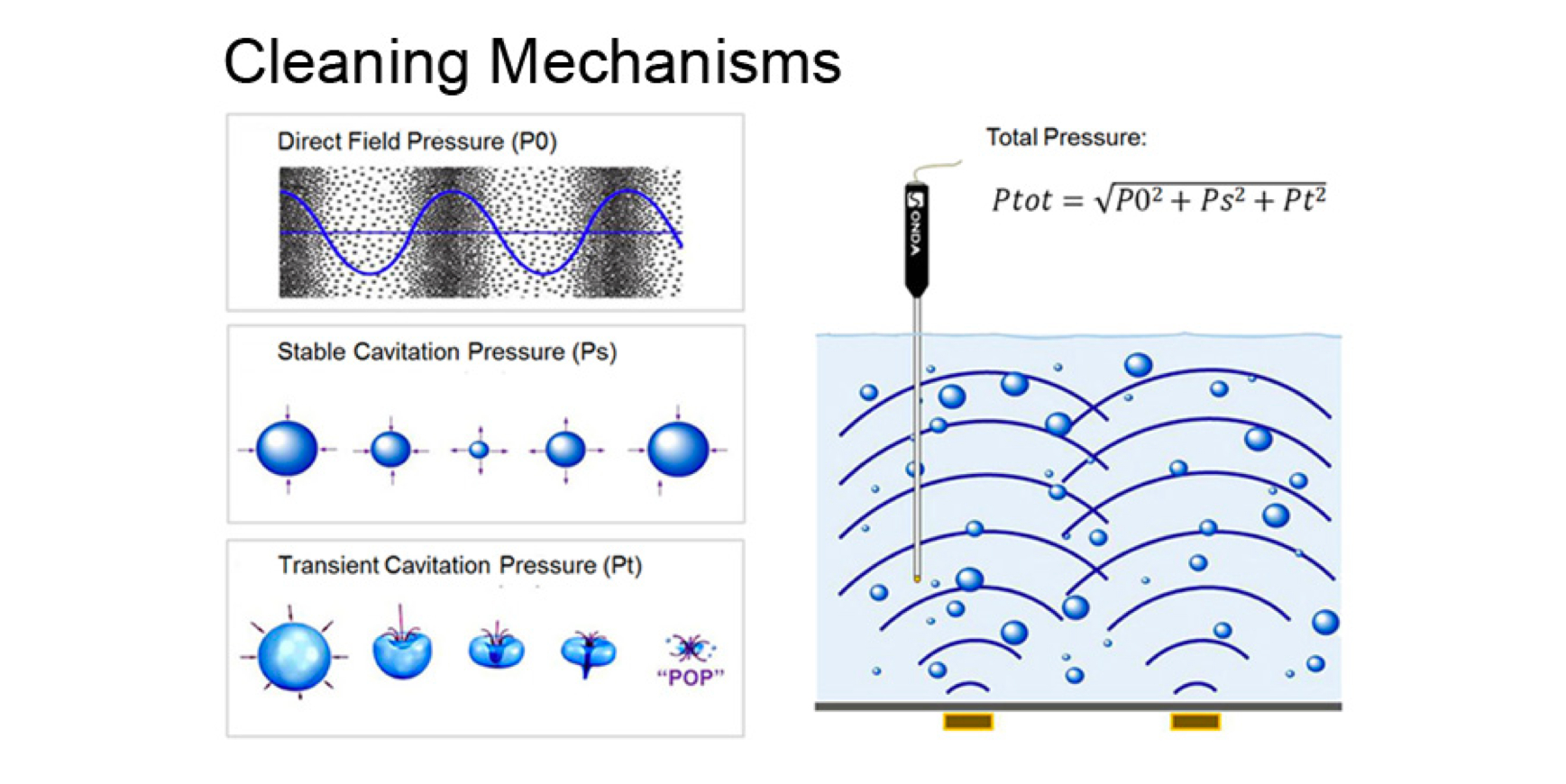
Vibrations from oscillating transducers mounted to the cleaning tank are transferred to the cleaning liquid to create acoustic pressure waves. These sound waves oscillate at the drive frequency of the tank, rapidly changing in pressure (P+ to P-) and creating cavities or “cavitation” within a liquid. The cavity size is a function of the Fundamental Frequency (F0).
Micro-bubbles (or cavities) in the liquid, generated from the direct field pressure, oscillate in size and shape causing the surrounding fluid to move. This results in strong shear forces in the vicinity of a solid surface, removing particles. This form of cavitation is also known as non-inertial cavitation.
When the acoustic field is strong enough (i.e., beyond the “cavitation threshold”), the cavities may oscillate to the point where they collapse resulting in shock waves that dislodge particles from a solid surface. This form of cavitation is also known as inertial cavitation.
The advancement of ultrasonic and megasonic cleaning processes for applications (semiconductor, masks, storage devices, solar cells, etc.) drive the need to characterize the acoustic performance under complex process conditions. The primary cleaning mechanism is achieved by applying ultrasonic energy to the cleaning solution. These sound waves generate cavitation, where bubbles are formed and either oscillate or implode, dislodging and removing contaminants from the substrate surface.
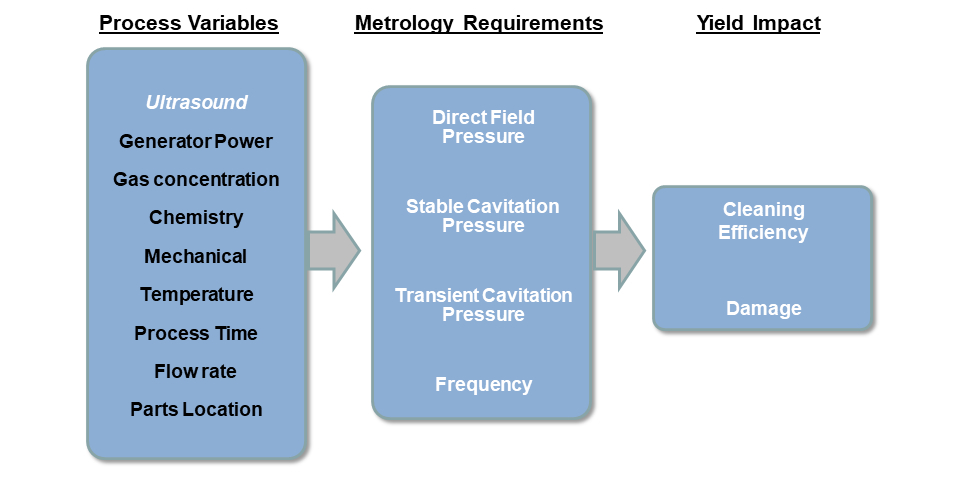
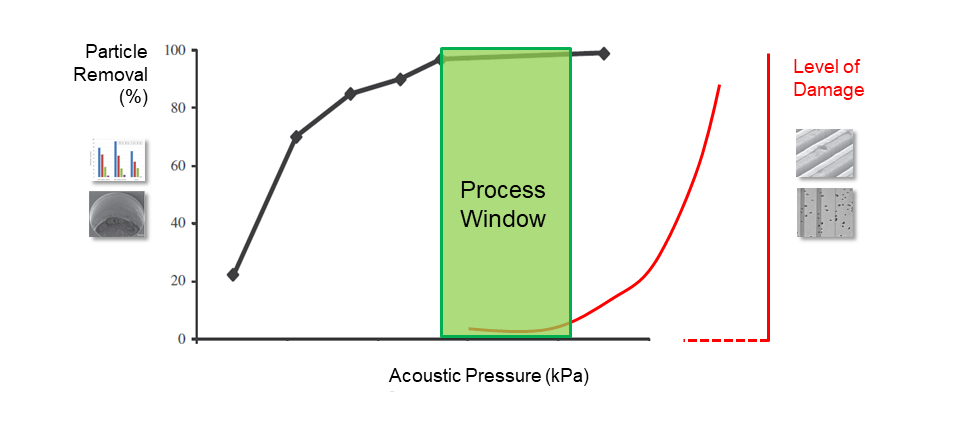
Ongoing research is being conducted to understand how variables such as the acoustic pressure, drive frequencies, and concentration of dissolved gases affect the cleaning efficiency. To control advanced wet clean processes, such as semiconductor and electronic cleaning, upper and lower controls are established to not only ensure maximum particle removal efficiency (PRE) but also to limit any damage on fragile features or surfaces. Establishing and controlling a process window has proven to be critical to maintain high device yields.
Our dedicated specialists are ready to assist you in discovering the ideal product or part for your specific needs. Reach out via phone or email, and we’ll ensure you get precisely what you need for the task at hand.
